您的位置:首頁>>產(chǎn)品中心>>鋼筋套筒設(shè)備>>鋼筋滾絲機

HGS-50新時代 新型全自動鋼筋直螺紋滾絲機
點擊數(shù):26
價格:電聯(lián)或咨詢在線客服
所屬欄目:鋼筋滾絲機
咨詢熱線:15614883666
鋼筋直螺紋滾絲機
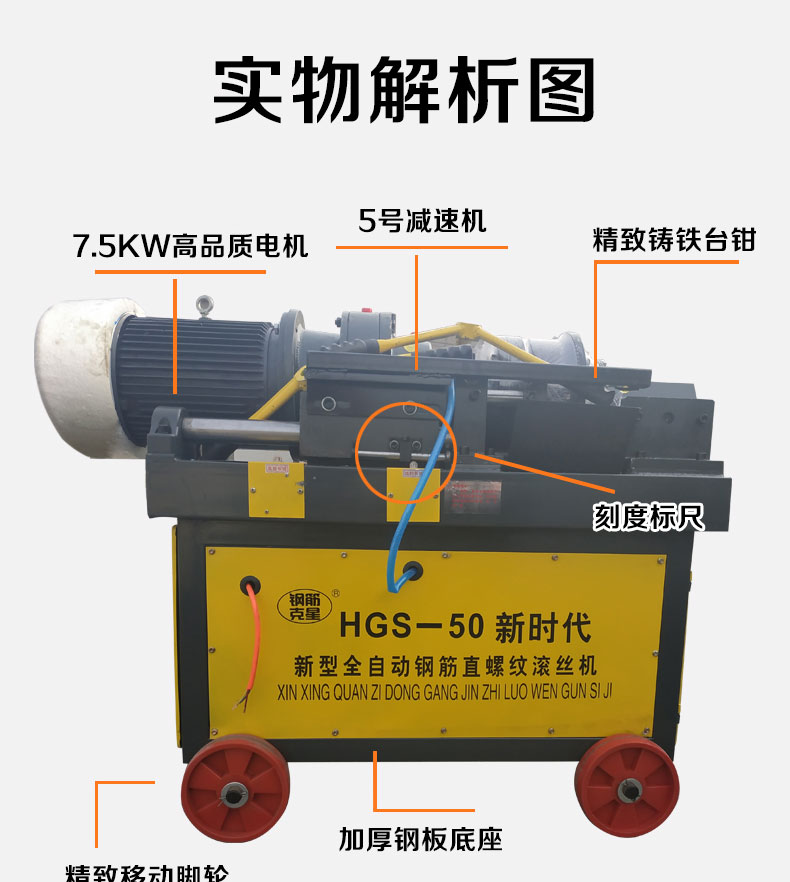
鋼筋直螺紋滾絲機是近年來廣泛用于建筑行業(yè)的一種鋼筋加工機械,。它就把鋼筋端頭部位一次快速直接滾制使紋絲機頭部位產(chǎn)生冷性硬化,,從而強度得到提高,,使鋼筋絲頭達到與母材相同,。由機架,、夾緊機構(gòu),、進給拖板,、減速機及滾絲頭,、冷卻系統(tǒng),、電器系統(tǒng)組成。

中文名
鋼筋直螺紋滾絲機
類別
鋼筋加工機械
組成
機架,、夾緊機構(gòu),、進給拖板
特點
結(jié)構(gòu)緊湊,操作簡單
附件
螺紋絲頭通止環(huán)規(guī),、長度規(guī)等,。
用途
滾絲機是用切削與滾軋螺紋一次成形來達到鋼筋端頭強化和螺紋加工的目的,解決了鋼筋在加工前鋼筋端頭進行預(yù)處理的問題,,以及同類的設(shè)備需多次數(shù)軋成的問題,,這樣現(xiàn)場減少了工序加工和多次鋼筋搬運,提高了現(xiàn)場生產(chǎn)加工效率,;滾絲機利用一個滾絲頭可實現(xiàn)對多種規(guī)格鋼筋進行滾軋加工,,解決了同類設(shè)備對鋼筋端頭加工直螺紋需每種規(guī)格一個滾絲頭的狀況。滾絲機采用內(nèi)出冷卻液,,解決了滾軋加工時排屑問題,,自動化強度高,進給自動停機復(fù)位自動停機,。鋼筋剝肋直螺紋滾絲機是加工鋼筋直螺紋絲頭的專用設(shè)備,,通過剝肋刀將鋼筋端頭剝圓,然后用三個空心滾絲輪對鋼筋進行滾軋直螺紋,從而達到鋼筋直螺紋成型的質(zhì)量要求,。使帶肋鋼筋直螺紋連接接頭達到JGJI07-2003《鋼筋機械連接通用技術(shù)規(guī)程》要求的A級連接標準要求,。
特點
1、它可以在鋼筋剝肋之后再進行滾軋,、螺紋牙型的精度非常高,,且直徑大小的一致性也是非常好的;
2,、它的結(jié)構(gòu)緊湊,,操作簡單,螺紋加工速度比其它設(shè)備要明顯的快,;
3,、我們將它的剝肋裝置稱為“傻瓜型”,也就是易學(xué)易懂,,剝肋尺寸的穩(wěn)定性非常的好,;
4、只要進行一次鋼筋裝卡就可以完成螺紋的加工,,對于絲頭的加工效率也是很高的,;
5、其自動性很強,,可以自動漲刀,、自動退回,并且設(shè)備產(chǎn)生的噪音也是很小的,;
6,、它的接頭質(zhì)量穩(wěn)定可靠,接頭強度比平常的母材要高,;
7,、它加工的鋼筋種類范圍比較廣,占用的設(shè)備少,。
8,、這也是*主要的一點就是:滾絲輪的使用壽命長,對于接頭附加費用的使用也是很少的,;
鋼筋直螺紋滾絲機使用方法
(一)加工前的準備
1.按要求接好電源線和接地線,,接通電源。電源為三相380V 50Hz的交流電源,,為保證人身安全請使用帶漏電保護功能的自動開關(guān),。
2.冷卻液箱中,加足溶性冷卻液(嚴禁加油性冷卻液)
(二)空車試轉(zhuǎn)
1.接通電源,。檢查冷卻水泵工作是否正常,。
2.操作按鈕,,檢查電器控制系統(tǒng)工作是否正常。
(三)加工前的調(diào)整
1.根據(jù)所加工鋼筋的直徑,,調(diào)換與加工直徑相適應(yīng)的滾絲輪,。
滾絲輪與加工鋼筋直徑的關(guān)系見表一:滾絲輪外徑φ78.2φ69.4φ59加工鋼筋直徑16--22 25--32 36--40螺距2.5 3.0 3.5 2.調(diào)換滾絲輪的同時,,調(diào)換與滾絲輪螺距相適宜的墊圈,,以保證螺距的正確性,螺距與墊圈厚度的關(guān)系見表二:螺距2.5 3.0 3.5墊圈5.17 6.00 6.83 5.00 6.00 7.00 4.83 6.00 7.17厚度6.85 6.00 5.17 7.00 6.00 5.00 7.17 6.00 4.83
3.滾絲輪與加工直徑相適應(yīng)后,,將與鋼筋相適應(yīng)的對刀棒插入滾軋頭中心,,調(diào)整滾絲輪使之與對刀棒相接觸,抽出對刀棒,,擰緊螺釘,,壓緊齒圈,使之不得移動,。
4.對于固定定位盤的設(shè)備根據(jù)所加工鋼筋直徑,,調(diào)換與加工直徑相適應(yīng)的定位盤(定位盤上打印有加工直徑)。對于可調(diào)整定位盤的設(shè)備按定位盤刻度調(diào)整到相應(yīng)的刻度,,當剝肋刀磨損時還需要進行微調(diào),。
5.根據(jù)所加工鋼筋規(guī)格,調(diào)整剝肋行程檔塊的位置,,保證剝肋長度達到要求值,。
(四)工件裝夾
將待加工的鋼筋裝卡在定心鉗口上,伸出長度應(yīng)與起始位置的滾軋頭剝刀片端面對齊,,然后扳動手柄夾緊,。
(五)操作過程
1.接通電源,打開冷卻水閥門,,按下正轉(zhuǎn)起動按鈕,,即可轉(zhuǎn)動進給手柄,向工件方向進給實現(xiàn)切削,,當剝肋長度達到要求時,,剝肋刀自動張開,轉(zhuǎn)動手柄繼續(xù)進給,,即可實現(xiàn)滾軋螺紋,,當滾絲輪與鋼筋接觸時一定要用力,并使主軸旋轉(zhuǎn)一周,。軸向進給一個螺距長度,,當進給到一定程度后,即可實現(xiàn)自動進給,,直到整個滾軋過程完成后自動停車,,按下反轉(zhuǎn)起動按鈕,,即可實現(xiàn)自動退刀。
2.當自動退刀結(jié)束后順時針轉(zhuǎn)動進給手柄,,將滾軋頭退回到初始位置,,此時剝肋刀自動復(fù)位。卸下加工完成的工件即可,。
3.用環(huán)規(guī)檢查螺紋長度,,誤差在范圍內(nèi)為合格;同時用螺紋通止規(guī)檢查絲頭尺寸,,通規(guī)能旋入,,止規(guī)不能旋入或不能完全旋入為合格。
4.滾軋反絲時,,先將滾軋頭中的滾絲輪任意兩個互換位置,;再將行程開關(guān)壓塊前后互換位置,并保證行程不變,。
5.滾軋反絲時,,按下正轉(zhuǎn)起動按鈕,轉(zhuǎn)動進給手柄向工件方向進給實現(xiàn)切削,,當剝肋長度達到要求時,,剝肋刀自動張開,停止進給,,此時按下停止按鈕停車后,,按下反轉(zhuǎn)按鈕,滾軋頭反向旋轉(zhuǎn),,操縱手柄繼續(xù)進給,,即可滾軋反扣螺紋,當滾絲輪與鋼筋接觸時,,一定要用力,,并使主軸轉(zhuǎn)一周,軸向進給一個螺距長度,,當進給到一定程度后,,即可實現(xiàn)自動進給,直到整個滾軋過程完成后自動停車,。按下正轉(zhuǎn)起動按鈕,,即可實現(xiàn)自動退刀。
(六)刀具重磨與更換
1.剝肋刀切削一定數(shù)量鋼筋,,刀刃會變鈍,,此時應(yīng)將剝肋刀拆下,將刀具的前刃面磨去0.2-0.3mm(嚴禁磨刀刃頂面),,安裝后即可重新使用,。
2.剝肋刀刃口崩裂不能正常切削時,,可更換新刀片。
3.滾絲輪滾軋一定數(shù)量的絲頭后,,因磨損牙形損壞,,不能滾軋出合格絲頭時,應(yīng)該及時更換新滾絲輪,。
4.在更換新的滾絲輪時,,調(diào)整螺距的墊圈必須安裝正確,否則不能正常工作,。
六.鋼筋直螺紋滾絲機使用注意事項
1.冷卻液體必須使用水溶性乳化冷卻液,,嚴禁使用油性冷卻液,,更不可用普通潤滑油代替,。
2.沒有冷卻液時嚴禁滾軋加工螺紋。
3.待加工的鋼筋端部應(yīng)平整,,必須用無齒鋸下料,。且在端部500mm長度范圍內(nèi)應(yīng)圓直,不允許彎曲,,更不允許將氣割或切斷機下料的端頭直接加工,。
4.在初始切削時進給應(yīng)均勻,切勿猛進,,以防刀刃崩裂,。
5.滑道及滑塊應(yīng)定期清理并涂油。
6.鐵屑應(yīng)及時清理干凈,。
7.冷卻液體箱半月清理一次,。
8.減速器應(yīng)定期加油,保持規(guī)定油位,。
9.滾壓機應(yīng)定期進行保養(yǎng),。
10.機床的機殼必須可靠接地后再使用。